
Заявка принята
Спасибо! Ваше сообщение отправлено!Резка и строжка электродом
Электродуговая резка покрытыми электродами основана на расплавлении металла с последующим удалением его из зоны реза под действием давления сварочной дуги, собственного веса и газов, выделяющихся из электродной обмазки. Резку можно осуществлять угольным или металлическим электродом.

Область применения покрытых электродов для резки:
- Резка нелегированной, легированной, высоколегированной, жаропрочной, жаростойкой, углеродистой, литейной стали, чугуна, алюминия, меди и их сплавов. - Резка сварных, болтовых, винтовых, шпилечных и заклепочных соединений. - Резка листового и профильного проката, труб, швеллеров, строительной стержневой арматуры. - Резка в условиях повышенного загрязнения (коррозия, масло), а также деталей, находящихся под водой или в сырости. При дуговой резке покрытыми металлическими электродами используют металлический электрод, в котором на металлический стержень толстым слоем нанесено специальное покрытие, которое сгорая выделяет тепло, ускоряя процесс резки и большое количество газов, которые способствуют выдуванию расплавленного метала из зоны резки и защите расплавленного металла от окружающей среды.
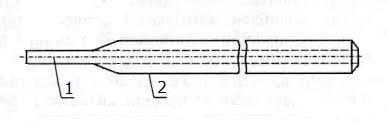
Конструкция электрода для резки где: 1. Металлический стержень, 2. Специальное покрытие (обмазка электрода) В электродах для резки применяется более тугоплавкое покрытие чем, в электродах для сварки, состоящее из марганцевой руды, разведенной на жидком стекле. Для резки металла покрытыми электродами подойдёт любой сварочный источник постоянного или переменного тока, способный обеспечить требуемые параметры тока и ПВ. Резка металла может осуществляться, как на переменном, так и постоянном токе. Если резка металла осуществляется на постоянном токе, то необходимо установить обратную полярность «+» на электрододержателе «-» на детали. Установка обратной полярности способствует более высокому выделению тепла не детали, что позволяет увеличить скорость нагрева и расплавления разрезаемого металла.
Резку металла покрытыми электродами осуществляют на повышенных токах.
Технология резки покрытыми электродами.
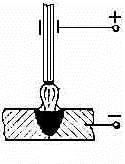
Деталь расположить на поверхности, которая будет обеспечивать удобство резки металла, удалению расплавленного металла и шлака. Под местом реза расположить металлический короб с водой для противопожарной безопасности. При зажигании дуги электрод держать строго вертикально. Дугу можно зажечь коротким касанием к изделию (рис. а) или чирканьем концом электрода о поверхность металла (рис. б).
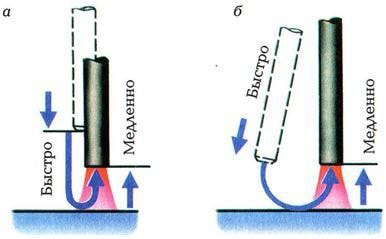
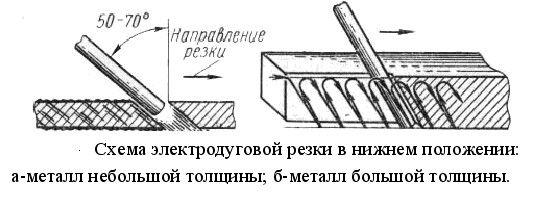
После зажигания дуги, электрод наклонить в сторону противоположную направлению резки (углом вперед). Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки. При горении электрода разрезаемый металл расплавляется и выдувается из зоны резки газами, образующимися при горении электрода. Совершая возвратно поступательные движения электродом сверху вниз, сдуваем расплавленный металл из зоны реза. Образующийся в процессе резки шлак и газы защищают расплавленный металл от окисления и науглероживания.
Преимущества:
- Резка черных, нержавеющих, цветных металлов и сплавов, чугуна
- Резка по загрязнённым, ржавым поверхностям, а также в окружении воды
- Не требуются горючие и защитные газы
- Не требуется специальное и дорогостоящее оборудование
- Не происходит науглероживания обрабатываемого металла
- Работа во всех пространственных положениях
- Работа в местах где использование горючих газов запрещено
Недостатки:
- Качество реза зависит от квалификации резчика
- Выделение большого количества газов при резке
- Не высокая скорость резки
- Требуется зачистка от шлака и окалины после резки (щёткой или болгаркой)